| Preparación de superficie metálica mediante proyección en seco de material abrasivo | ||
| RYP050 | Preparación de superficie metálica mediante proyección en seco de material abrasivo | |
|
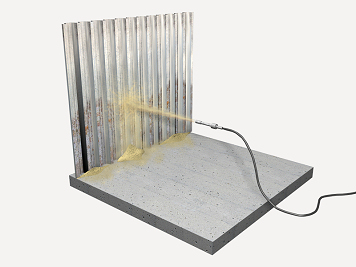
Preparación de superficie metálica mediante proyección en seco de material abrasivo formado por partículas de silicato de aluminio, hasta alcanzar un grado de preparación Sa 2 ½ según UNE-EN ISO 8501-1, eliminando la capa de laminación, casi todo el óxido visible y las partículas extrañas del soporte, hasta quedar un 95% de la superficie limpia y de color blanco con algunas manchas y limpieza posterior con aspirador de polvo, aire comprimido limpio y seco o cepillo limpio. | ||
Precio |
|
Exportación |
|
UNIDAD DE OBRA RYP050: PREPARACIÓN DE SUPERFICIE METÁLICA MEDIANTE PROYECCIÓN EN SECO DE MATERIAL ABRASIVO.
CARACTERÍSTICAS TÉCNICAS
Preparación de superficie metálica mediante proyección en seco de material abrasivo formado por partículas de silicato de aluminio, hasta alcanzar un grado de preparación Sa 2 ½ según UNE-EN ISO 8501-1, eliminando la capa de laminación, casi todo el óxido visible y las partículas extrañas del soporte, hasta quedar un 95% de la superficie limpia y de color blanco con algunas manchas y limpieza posterior con aspirador de polvo, aire comprimido limpio y seco o cepillo limpio.
CRITERIO DE MEDICIÓN EN PROYECTO
Superficie medida según documentación gráfica de Proyecto.
CONDICIONES PREVIAS QUE HAN DE CUMPLIRSE ANTES DE LA EJECUCIÓN DE LAS UNIDADES DE OBRA
DEL SOPORTE.
Se comprobará que el soporte está seco.
PROCESO DE EJECUCIÓN
FASES DE EJECUCIÓN.
Montaje de la protección contra el polvo. Montaje y preparación del equipo. Aplicación mecánica del chorro de abrasivo. Desmontaje del equipo. Limpieza de la superficie soporte. Retirada y acopio del material proyectado y los restos generados. Carga del material proyectado y los restos generados sobre camión o contenedor.
CONDICIONES DE TERMINACIÓN.
La superficie, una vez limpia, deberá cumplir las especificaciones requeridas.
CRITERIO DE MEDICIÓN EN OBRA Y CONDICIONES DE ABONO
Se medirá la superficie realmente ejecutada según especificaciones de Proyecto.